Engineered Belt Drive Solutions That Power Productivity
Built to handle the toughest loads in mining and bulk material handling, West River Conveyors’ custom belt drives deliver unmatched reliability and performance. Whether you need a standard drive or a fully customized unit, our expert engineers design systems that maximize uptime, reduce maintenance, and integrate seamlessly into your conveyor operation. Get a turnkey drive solution that’s built for your environment—and built to last.
Custom Conveyor Belt Drives for Mining Applications
At West River Conveyors, we specialize in designing and manufacturing custom conveyor belt drives tailored to meet the rigorous demands of mining operations. Our drives are constructed from carefully selected, industry-leading materials to provide a strong and rigid, mine-duty frame that resists distortion during installation and use.
Key Features of Our Conveyor Belt Drives:
Heavy-Duty Construction: Built with robust steel frames, our drives withstand the most demanding underground and above-ground bulk material handling operations.
Customizable Options: We offer a variety of sizes, belt widths, and horsepower configurations to suit your specific requirements.
Advanced Design: Utilizing the latest design programs, our engineers create drives for unique applications, ensuring optimal performance and reliability.
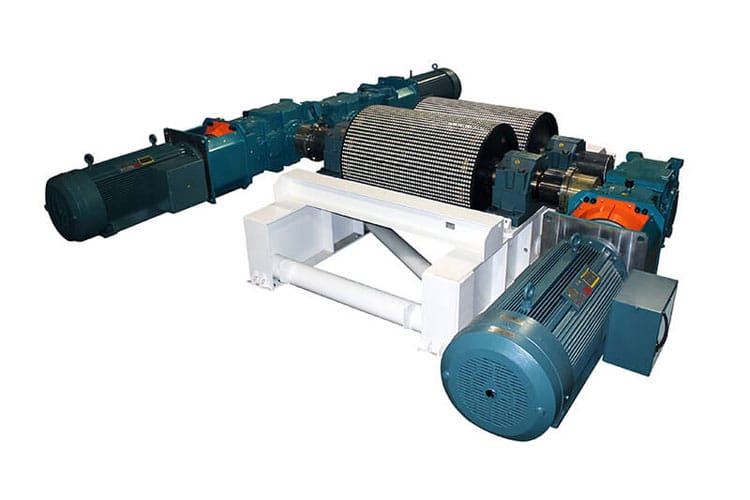
West River Conveyors’ alignment-free drives are engineered to eliminate one of the most common pain points in conveyor operations — shaft misalignment. By removing the need for laser or manual alignment between the motor and gearbox, these units reduce installation time, minimize wear on components, and drastically cut down on maintenance-related downtime.
Key Benefits:
No shaft alignment required — ever
Faster, easier installation and setup
Reduced vibration and component wear
Lower maintenance costs over time
Ideal for tough mining and material handling environments
If you’re looking for a more efficient, low-maintenance conveyor drive that performs under pressure, alignment-free is the way forward.
When space is limited and reliability is non-negotiable, chain-driven conveyor belt drives from West River Conveyors deliver the performance you need. Using a simple yet rugged sprocket and roller chain system for gear reduction, these drives are designed for easy maintenance and long-term dependability in demanding mining and bulk material handling environments.
Key Benefits:
Compact footprint ideal for tight spaces
Proven, cost-effective power transmission
Durable construction with long service life
Easy chain access for fast maintenance
Custom-built to your specs and operational needs
Looking for a drive solution that’s straightforward, affordable, and tough enough for industrial duty?
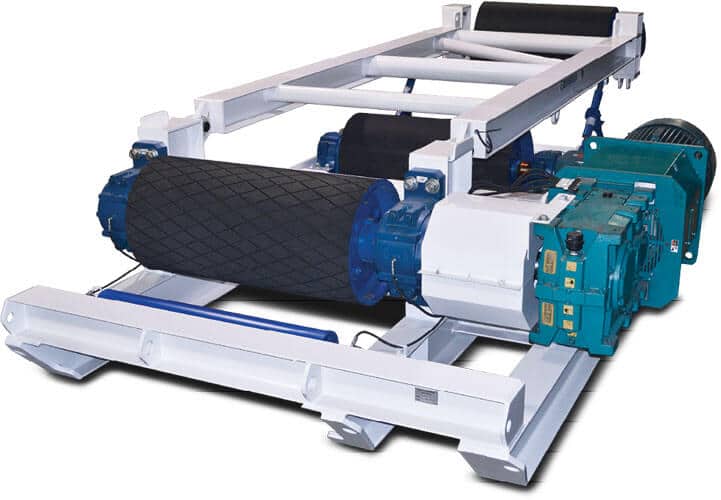
West River Conveyors’ combination belt drives are the ideal all-in-one solution for short runs, mobile systems, or operations that need quick relocation. These units integrate the drive and take-up in a single skid-mounted structure, offering a compact, efficient solution that simplifies installation and minimizes your conveyor footprint — without sacrificing performance.
Key Benefits:
Integrated drive and take-up for streamlined setup
Skid-mounted design for easy transport and relocation
Ideal for short or temporary conveyor runs
Reduces installation time and system complexity
Custom-configured to your operation’s belt width and power needs
Need a belt drive that’s powerful, portable, and engineered for real-world mining conditions?
West River Conveyors’ shaft-mounted reducer belt-driven drives offer a rugged, cost-effective solution for conveyor systems up to 150HP. With the reducer mounted directly to the pulley shaft using a tapered bushing, this design eliminates the need for complicated base plates or alignment, making installation faster and maintenance easier — especially in space-constrained or underground environments.
Key Benefits:
Simplified installation with no base or alignment required
Cost-effective design for medium-duty applications
Compact footprint fits tight conveyor setups
Ideal for systems up to 150HP
Available in custom configurations to match your belt width and application
Looking for a dependable, low-maintenance drive solution that doesn’t compromise on performance?
Reducer mounts directly to pulley shaft, minimal alignment
Up to 150 HP
★★☆☆☆
(Moderate)
Underground or tight spaces with medium load requirements
Maximize ROI with the Right Belt Drive Solution
Investing in the right conveyor belt drive system delivers more than reliable power — it delivers long-term returns that impact your entire operation. Whether you’re upgrading existing equipment or planning a new conveyor line, choosing a well-engineered drive can significantly lower total cost of ownership.
Here’s how our belt drives deliver measurable ROI:
Reduced Downtime – High-quality, properly specified drives minimize failures and unscheduled maintenance, keeping your system running and your team productive.
Lower Maintenance Costs – Our alignment-free and shaft-mounted options simplify upkeep, cutting down on labor time and parts replacement over the life of the system.
Extended Equipment Life – Durable materials and smart design features reduce wear on pulleys, belts, and components—protecting your investment long term.
Energy Efficiency – Correctly matched drive systems improve power transmission efficiency, reducing energy use and lowering utility costs.
Faster Installation = Quicker Payback – With options like skid-mounted combination drives or alignment-free setups, installation is quicker—meaning less downtime and faster time to value.
Custom-Fit for Your Operation – Drives built for your specific load, belt width, and horsepower needs prevent over- or under-engineering, saving capital upfront and over time.
Ready to calculate your ROI?
Our engineers can walk you through a cost-benefit analysis tailored to your site — many customers see full payback in under 12–18 months depending on use case.
Belt Drives for Mining, Tunneling, Quarry, and Heavy Industrial Applications
In mining and other heavy-duty operations, a conveyor belt drive isn’t just a mechanical component—it’s the heart of your material handling system. The right drive solution can dramatically improve reliability, reduce maintenance, and maximize throughput across your entire operation.
At West River Conveyors, we specialize in designing and delivering custom-built belt drives engineered to perform in the harshest environments. From underground coal mines to open-pit aggregate operations, our drives are built for strength, longevity, and seamless integration with your conveyor system.
We offer a wide range of drive configurations—alignment-free, chain-driven, combination, and shaft-mounted—so you get the right fit for your belt width, horsepower needs, and operational demands. Combined with competitive pricing and expert support, our belt drives deliver the performance and ROI your project deserves.
Purpose-built. Performance-driven. Proven in the field. That’s the West River Conveyors difference.
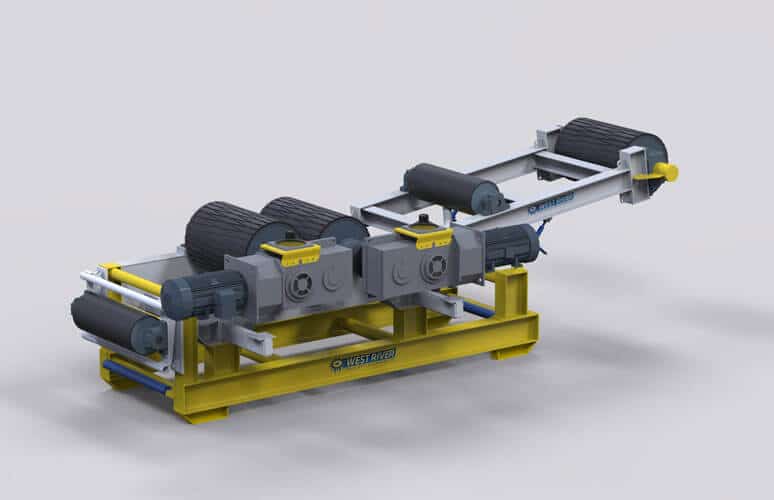
3D Rendering of 48BW Booster-Tripper Drive
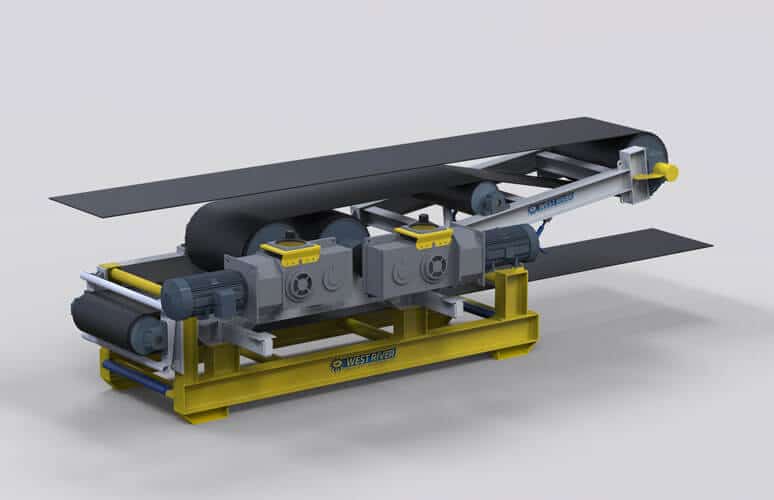
3D Rendering of 48BW Booster-Tripper Drive with Belt
3D Rendering of 48BW Booster-Tripper Drive
Why Partner with West River Conveyors for Your Belt Drive Solutions
When it comes to powering heavy-duty mining conveyor systems, you need more than off-the-shelf equipment — you need a trusted partner who understands your environment, your challenges, and your goals. At West River Conveyors, we bring deep mining industry experience and a commitment to custom-built reliability.
Decades of Industry Knowledge – Our team has extensive hands-on experience designing conveyor systems that stand up to the toughest mining and bulk material handling conditions.
Custom-Engineered Drives – Every drive is built to match your specific belt width, horsepower, and site requirements—ensuring optimal performance from day one.
End-to-End Solutions – We don’t just supply drives—we design and deliver integrated conveyor systems with all terminal equipment, tailored for your application.
Expert Consultation – Our in-house engineers work closely with your team to specify the right drive type, configuration, and materials based on your operational needs.
Responsive Service & Support – From project kickoff through post-installation, you’ll have access to ongoing technical support and responsive service when you need it most.
Built for Mining. Backed by Experience. – Whether it’s underground coal, hard rock, aggregates, or tunneling, our products are proven across the industry.
West River Conveyors isn’t just a supplier — we’re a strategic partner focused on powering your success.
“I would like to express my appreciation and gratitude for the exceptional support provided by Russ during a recent troubleshooting effort. His availability, technical expertise, and proactive approach were instrumental in resolving the issues efficiently and effectively. Russ’s dedication to fostering and maintaining strong, long lasting professional relationships surpasses the typical sales mentality I have grown used to dealing with elsewhere. His commitment to his customers and consistent follow through has built a foundation of trust that I professionally continue to rely on. Having someone so dependable and relationship focused adds tremendous value, and it speaks volumes about the culture and professionalism of West River as a whole. Please extend my appreciation to Russ for his outstanding work and continued partnership.”
– Regina Tuberville, Sr. Mine Engineer
“I have had excellent success with everything I have purchased from West River. The service is great! I have called after hours and received the same top-notch service. The pulleys that I bought have been top-quality and are doing very well. I recently had some alignment work done on our slope belt, with the same high quality workmanship. I would recommend West River to anyone needing gearboxes, pulleys, alignment, or other conveyor components.”
– Steve Bjork, Preparation Plant Maintenance Chief
“West River is a friend to the mining industry, supplying quality components at a competitive price!”
– Barry Tackett, Operations Manager, Mountain Aggregates
“From the beginning, we wanted to standardize our conveyor equipment. We knew we wanted to minimize the number of spare parts and pulleys. This has been the only time in my career I’ve been able to accomplish this task. The good relationship that we’ve developed with West River is attributed to the genuinely good people that run the company. In my experience, many vendors are primarily interested in maximizing their profit margin but I truly believe the team at West River has the best interest of the customer at heart.”
– Brad Rigsby, General Manager, Black Panther Mining
“West River’s conveyor systems have given us a great level of reliability. In the years that we have been using them as our supplier, we have not had a single breakdown, no quality issues, and no under-design problems. West River’s dedication to excellence in customer service is exceptional. All phone calls and emails are replied to in a timely manner and deadlines are always met even when they may seem unachievable.”
– Coley Burgess, Mine Engineer, Mosaic Company
Get Started Today
Enhance the efficiency and reliability of your mining operations with our superior conveyor belt drive solutions. Contact West River Conveyors today to discuss your specific requirements and discover how our products can contribute to your operational success.
In mining leach operations, particularly heap leach and SX/EW systems, process efficiency is often evaluated through recovery rates, chemical consumption, and throughput. While factors like ore chemistry and irrigation design read more »
Leaching environments in mining—especially heap leach and SX/EW operations—are some of the harshest conditions for conveyor systems. Constant exposure to corrosive chemicals, saturated materials, abrasive fines, and extreme weather quickly read more »
In mining operations, conveyor systems are built to move massive volumes of material efficiently and reliably. Yet even the most robust conveyor can suffer chronic downtime, accelerated wear, and safety read more »
This website uses cookies to improve your experience. We'll assume you're ok with this, but you can opt-out if you wish. Cookie settingsACCEPT
Privacy & Cookies Policy
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are as essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.